




Safeguarding quality control:
Test run of up to 300% of the capacity
A new rolling bearing bench test for the testing under both pure radial load as well as a combined radial and axial load meets the highest requirements for the service life assessment of bearings according to predefined specifications – beyond 100% of their capacity.
Safeguarded efficiency of bearings
In this manner, the efficiency of the bearing is safeguarded. However, all LFD bearings are already documented during production and are tested for quality. The bore, external diameter, the bearing play – all these aspects are tested. Furthermore, structure-born noise measurements are performed. In doing so, the bearings are ready for delivery and are of consistent and representative quality.
In this manner, products for agricultural engineering are produced with a long service life, corrosion resistance, smooth operation, maintenance-free properties and energy efficiency.
Automated production lines
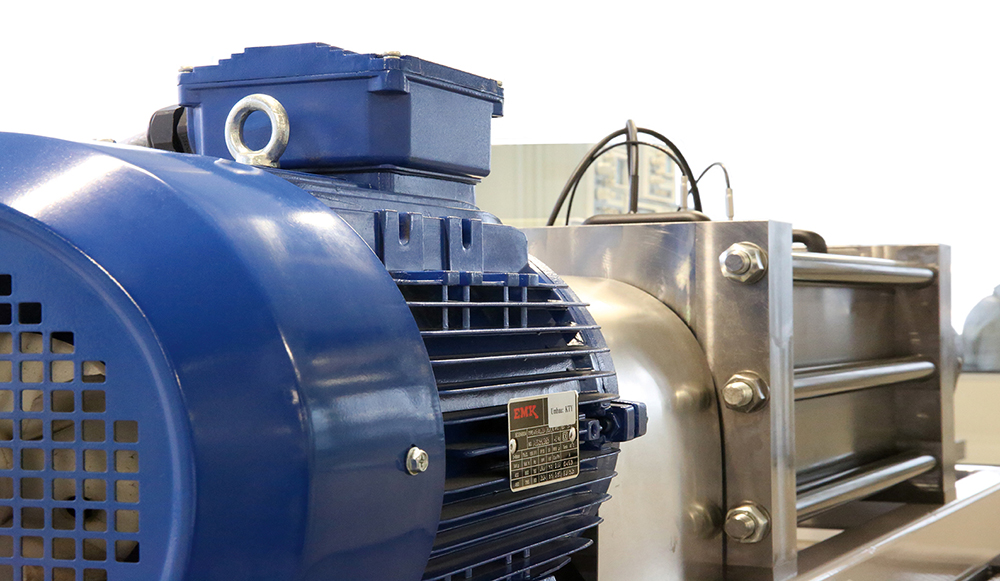
Dedicated automated production lines guarantee bearings of consistently high quality. The new roller bearing test bench WAH 1402, which can be utilised for the testing of bearings under both pure radial load as well as a combined radial and axial load, was developed and constructed in such a manner that bearings can be examined within specific geometric limits.
The detection of the service life end is performed either with the registration of broadband or frequency-selective characteristic values and their calibration with set limit values. The deactivation automatic system is controlled by means of the evaluation of the structure-born noise and temperature signals from the outer rings of the test bearings. Simultaneously, the registration of the bearing signals offers the basis for corresponding detailed examinations and a precise diagnosis.



Service life tests possible
For the comparison with the theoretically determined values, cylindrical roller bearings, taper roller bearings and deep groove ball bearings are generally subjected to service life testing. By means of repeat runs, a performance classification is also possible with other European makes. In addition to the geometric comparisons, the practical service life test in this manner provides specific confirmations on the performance behaviour of the bearings under the defined force and temperature loads at a constant speed.
As a rule, temperatures of below 80 °C are set in regard to the sealing materials used on the test bench; the seals are designed for maximum temperatures of 100 °C. When the target temperature planned for the test has not been achieved, additional heating or cooling is provided. The test bench is fitted with four bearings and the temperatures are measured accordingly by four sensors. The vibration signals are registered by three sensors.
The pressure of the hydraulic cylinder is also regulated. In order to keep the hydraulically applied forces as constant as possible, an equalisation depot is available in the form of a pressure vessel. In the event of a minor pressure drop the depot is refilled accordingly utilising a pump.
Sensitive technology with maximum performance
The test bench measures the vibrations on a wide band with the use of sensors and in this manner independently detects possible damage. Frequency-selective measurements are of course also possible and more precise, as it is even possible to determine the respective component based on the frequency.
300% theoretical capacity as a performance benchmark
The results from these test runs – the precise specifications on the service life of bearings under a specific load – serve both the accompanying serial production as well as the further development of the products. Similarly, the targeted testing on behalf of the customer is possible in order to verify the usability for customer applications. In the course of the tests, LFD fully exhausts the performance limits and in this manner the nuances in regard to the deviations of the material have an effect.
LFD does not only want to achieve the theoretical possible, i.e. the 100% requirement. For this reason, the test run is not completed when 100% is achieved, but instead each test run is performed up to 300% of the efficiency. First the theoretical service life expectation is determined according to the failure probability defined by a standard and this is set as the 100% service life. The performance behaviour of the bearings is verified in the testing on the test bench under the determined conditions for force, speed and lubrication and ended without damage occurring at the upper limit of 300% service life by LFD.